Volatile Organic Compound (VOC) is often released in many industrial processes or in residential applications of coatings and paints. In high concentration, VOC may cause coma, convulsions and memory loss while lower concentration may cause headache, nausea and vomiting. Electrospun fiber with its high surface area is a suitable candidate for the removal of VOC from the surrounding. Electrospun membrane has been used in commercial air filter media and VOC removal capability can be added to it for use in both industrial and residential areas.
The ability of a material to remove VOC is influenced by a few factors including surface area and chemistry of the material. Activated carbon is commonly used for VOC absorption due to its high surface area. However, they are often found in granules form which requires a carrier to contain it. Electrospun fibrous membrane in contrast is a standalone structure. Although electrospun fiber may have lower surface area than activated carbons, this can be further improved by introducing surface pores to it. Use of appropriate material would also increase its performance.
Since activated carbon (AC) is already commonly used for VOC adsorption, Patil et al (2019) used electrospun cellulose acetate (CA) as a carrier for AC powders. The CA/AC composite were tested for adsorption capacity for acetone, benzene, and dichloromethane. With increasing ratio of AC in composite fiber, the adsorption capacity correspondingly increases. Surface area and total pore volume of the composite fibers also increases with increasing AC content. Comparing the three model VOC, adsorption and desorption of dichloromethane was the best for the composite fibers. The adsorption of dichloromethane increases from 245 µg/cm2/g to 534 µg/cm2/g when the concentration of AC was 0% and 15% respectively. For acetone and benzene, the adsorption was 406 µg/cm2/g and 352 µg/cm2/g respectively at 15% AC.
Scholten et al (2011) electrospun fibrous membrane made out of polyurethanes based on 4,4-methylenebis(phenylisocyanate) (MDI) and aliphatic isophorone diisocyanate as the hard segments and butanediol and tetramethylene glycol as the soft segments. The electrospun MDI membrane was challenged with toluene vapour due to its chemical similarity to the polymer building blocks. At 10% toluene concentration in nitrogen, the toluene sorption capacities of MDI fibers and activated carbon were 32% and 35% respectively. Another advantage of MDI fibers is that the absorbed toluene can be desorbed up to 100% using nitrogen gas for purging while only 40% of the absorbed toluene was desorbed after 5 hours of purging.
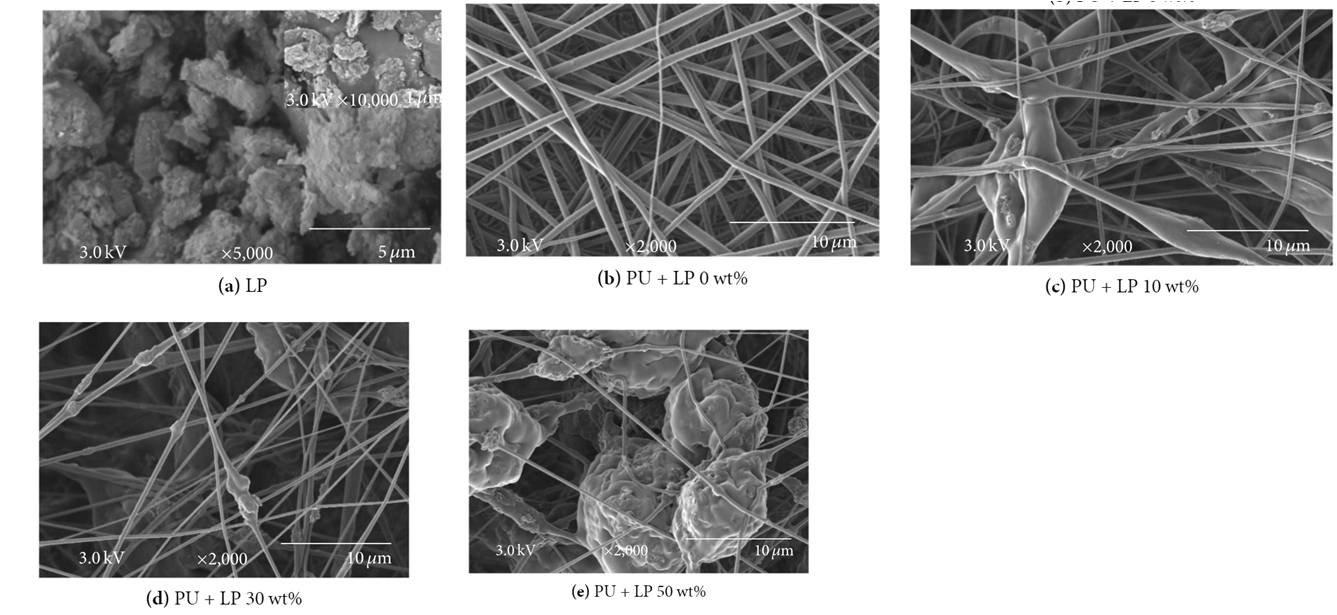
An advantage of electrospinning is that nanoparticles can be easily added into the solution for electrospinning to form composite fibers having the desired functional properties. Ge et al (2016) used loess powder (LP) for incorporation into electrospun polyurethane fibers. Loess is used in purification of water for adsorption of heavy metals and organic compounds. Their research found that 30% wt LP nanoparticles loading into the nanofibers showed the highest VOC absorption capacity with a 300% improvement over pure polyurethane fibers. LP loading lower and higher than this amount results in reduced VOC absorption. At higher loading, the reduction in absorption was due to agglomeration of the nanoparticles which reduces its effective surface area. The composite film showed VOC absorption trend of toluene > benzene > chloroform.
Kim et al used commercially available fly ash (by-product of coal-fired electric power stations) for incorporation into polyurethane (PU) electrospun fibers. Their experiment showed that 30% loading of fly ash gives the highest absorption capacity compared to other concentration. The composite fibers were able to give an absorption of about 45 µg/g fiber for xylene and styrene, about 22 µg/g fiber for chloroform and between 30 and 40 µg/g fiber for toluene and benzene. Instead of using polyurethane, Ge et al (2018) used electrospun polyacrylonitrile and fly ash (FA) for VOC (Xylene, Toluene, Chloroform and Benzene) removal. In their study, they found that PAN nanofibrous membrane containing 60 wt% FA powder had the highest VOCs adsorption compared to higher and lower concentrations. At 80% wt% FA concentration, agglomeration of FA can be seen on the fibers and this may have caused the drop in VOCs adsorption performance. The total VOCs content after 2 h of adsorption with PAN nanofibrous membrane containing 60 wt% FA powder was reduced by 37%. The test was carried out by placing the electrospun membrane with an aluminium foil backing in a sealed chamber that was injected with the VOCs.
Carbon is commonly used for adsorption of toxic or harmful gas. In the form of nanofiber, it becomes a self supporting structure with high surface area. To further improve carbon nanofiber adsorption capability for H2S, Bajaj et al (2017) incorporated Cu/CuxO nanoparticles into it. The composite nanofiber was constructed by carbonization of electrospun polyacrylonitrile/copper precursor nanofibers, followed by a mild-activation process. Activation of the carbonized nanofiber at 190 °C removes some of the carbon from the surface and exposes the Cu/CuxO nanoparticles which were found to be evenly distributed over the surface of the fibers. Comparing the dynamic breakthrough time between the activated composite nanofiber and activated carbon nanofiber for H2S at 300 °C showed 15 times enhancement in the composite nanofiber over pure carbon nanofiber.
Published date: 21 June 2016
Last updated: 12 February 2019
▼ Reference
-
Bajaj B, Jo H I, Jo S M, Park J H, Yi K B, Lee S. Enhanced Reactive H2S Adsorption Using Carbon Nanofibers Supported with Cu/CuxO Nanoparticles. Applied Surface Science 2017 Article in press
Open Access
-
Ge J C, Kim J H, Choi N J. Electrospun Polyurethane/Loess Powder Hybrids and Their Absorption of Volatile Organic Compounds. Advances in Materials Science and Engineering 2016; 2016: 8521259.
Open Access
-
Ge J C, Wang Z J, Kim M S, Choi N J. VOCs Air Pollutant Cleaning with Polyacrylonitrile/Fly Ash Nanocomposite Electrospun Nanofibrous Membranes. IOP Conf. Series: Materials Science and Engineering 2018; 301: 012036.
Open Access
-
Kim H J, Pant H R, Choi N J, Kim C S. Composite electrospun fly ash/polyurethane fibers for absorption of volatile organic compounds from air. Chemical Engineering Journal 2013; 230: 244.
-
Patil K , Jeong S, Lim H , Byun H S, Han S. Removal of volatile organic compounds from air using activated carbon impregnated cellulose acetate electrospun mats. Environ. Eng. Res. 2019 Article in press
Open Access
-
Scholten E, Bromberg L, Rutledge G C, Hatton T A. Electrospun Polyurethane Fibers for Absorption of Volatile Organic Compounds from Air. ACS Appl. Mater. Interfaces 2011; 3: 3902.
▲ Close list